Indexable Toolholders in UAE — Turning, Milling & Boring Heads
SAN Tools is an authorised Korloy distributor in the UAE, supplying genuine Korean-made indexable toolholders to CNC workshops, jobshops and OEM manufacturers across Dubai, Abu Dhabi, Sharjah, Al Ain and Ras Al Khaimah. An indexable toolholder is the body that clamps a replaceable carbide insert at a fixed seat, rake and approach angle — when an edge wears, you simply rotate (index) the insert to a fresh corner instead of re-grinding the whole tool. The result: faster cycle times, lower per-part tooling cost, and consistent geometry from the first part to the ten-thousandth.
Our indexable range covers the workhorse categories every machine shop needs: external turning holders (MCLNR/MCLNL, PCLNR/PCLNL, DCLNR, SCLCR for C/D/S-shape inserts), boring bars (steel S-bars and solid carbide for chatter-prone deep IDs), face and shoulder mills (RM8 series with APMT/SEKT inserts), parting and grooving blades (GGIB-style) and SER/SEL threading holders. Every holder is built to ISO 5608 / ISO 3855 dimensional standards so it drops into your existing turret pockets and BMT/VDI blocks. WhatsApp us with your insert part number and we'll match the right holder.
Our Indexable Toolholder Range
12 Korloy holders covering external turning, boring, milling, parting and threading — all in stock at SAN Tools Dubai.
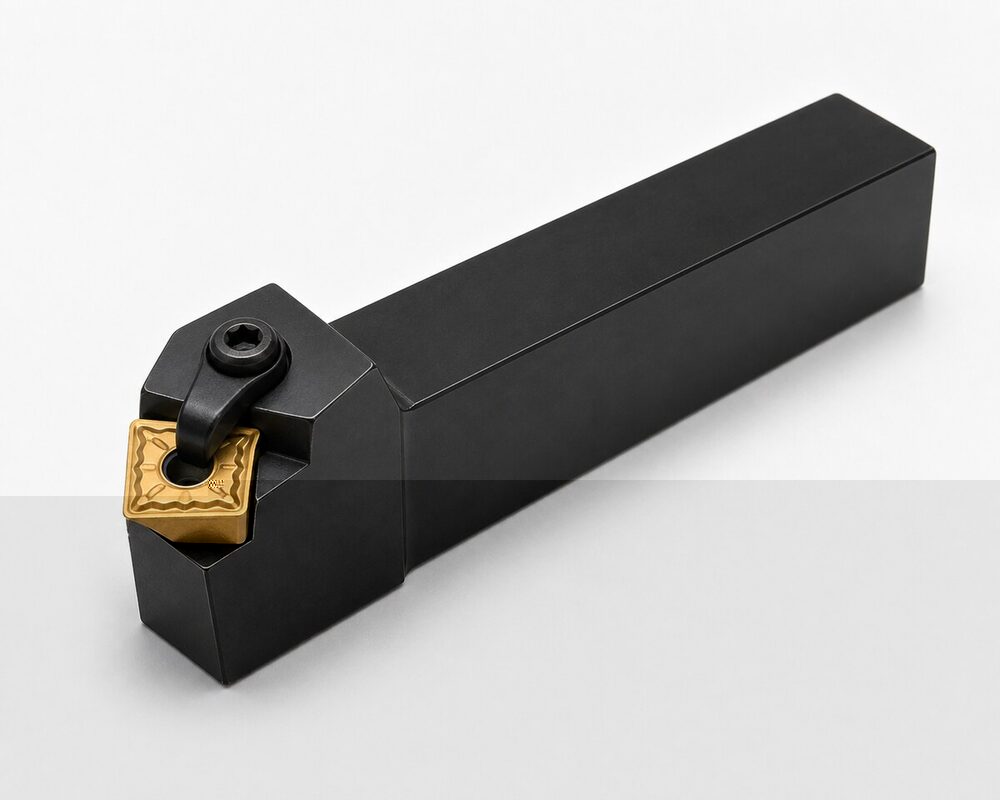
Korloy MCLNR2020K12 Turning Toolholder
Heavy-duty 20mm shank holder for CNMG inserts. 95° approach, top clamp.
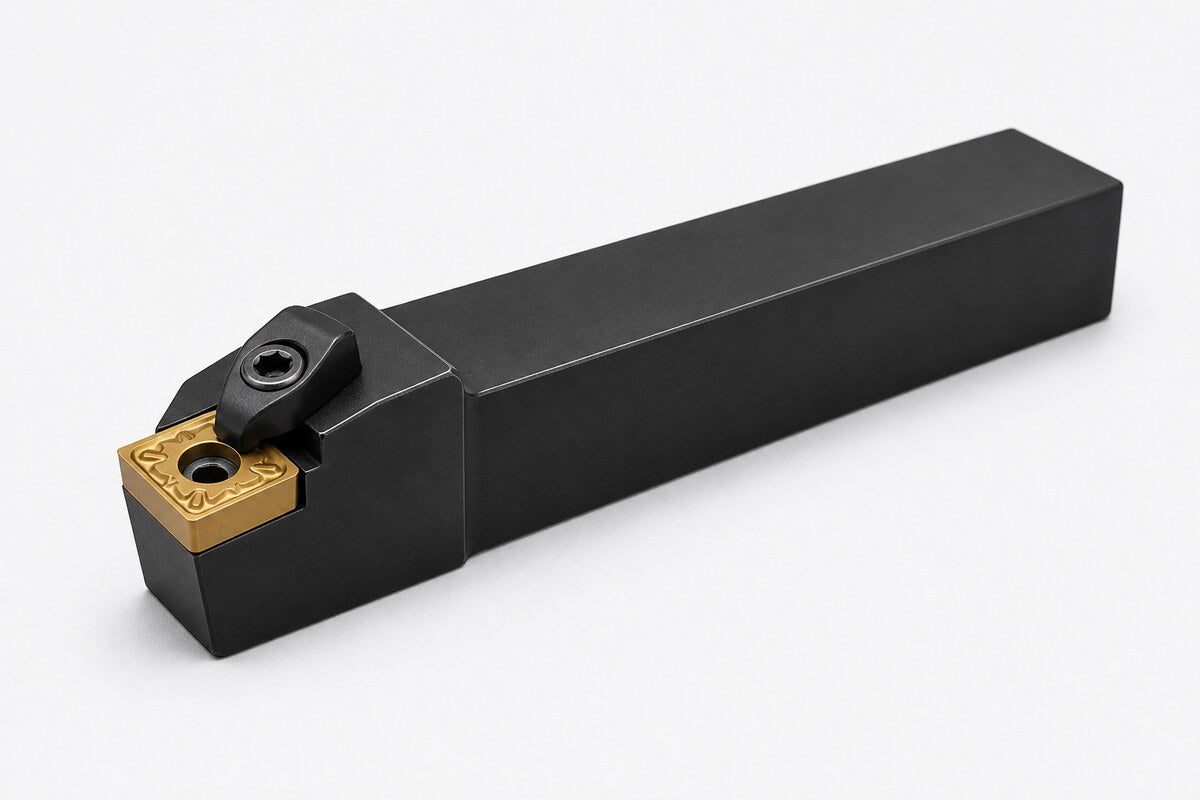
Korloy MCLNR2525M12 Turning Toolholder
The 25mm shank workhorse for medium-heavy turning on CNC lathes.

Korloy PCLNR2525M12 Lever-Lock Holder
P-style lever-lock clamping for fast insert change in production.

Korloy DCLNR2020K12 Double-Clamp
Double-clamp design for interrupted cuts and high feed rates.

Korloy MWLNR3225P08 Heavy-Duty Holder
32mm heavy-section shank for large-diameter roughing with WNMG.

Korloy S16R-MCLNR12 Boring Bar
16mm steel boring bar with through-coolant for internal turning.

Korloy S20R-MCLNR12 Boring Bar
20mm boring bar for medium-depth internal turning, with coolant.

Korloy RM8-050 Face Mill (50mm)
5-insert 50mm face mill body, SNMU pockets, 45° lead.

Korloy RM8-063 Face Mill (63mm)
6-insert 63mm face mill body, the production standard for VMCs.

Korloy RM4EK-C25 Shoulder Mill
25mm Weldon-shank indexable shoulder mill, 3 APKT inserts.

Korloy GGIB25-3 Parting & Grooving
25mm shank, 3mm parting blade, GIM-style insert pocket.

Korloy SER2525M16 Threading Holder
External threading holder for 16ER ISO inserts — metric, UN, BSPT.
Decoding ISO Toolholder Codes
ISO 5608 codes pack the insert seat, hand of cut, clamping system, shank size and insert size into a single 7–9 character string. Once you know the alphabet, you can read any holder at a glance.
MCLNR2525M12 — M-clamp + CNMG seat + L-cut style + N-rake + R-hand + 25mm shank + 25mm height + M-length + 12mm insert. -
CTop clamp -
DRigid clamp + pin -
MTop clamp + pin -
PLever / hole clamp -
SScrew-on (top screw)
-
C80° rhombic (CNMG) -
D55° rhombic (DNMG) -
SSquare (SNMG) -
TTriangle (TNMG) -
WTrigon (WNMG) -
RRound (RCMT)
-
L95° lead (straight) -
P90° lead -
S45° lead -
F90° offset -
K75° lead
-
NNegative rake -
PPositive rake -
ONeutral rake
-
RRight-hand cut -
LLeft-hand cut -
NNeutral / both
-
1616 x 16 mm -
2020 x 20 mm -
2525 x 25 mm -
3232 x 32 mm
-
H100 mm -
K125 mm -
M150 mm -
P170 mm -
Q180 mm
-
09IC 9 mm -
12IC 12 mm -
16IC 16 mm -
19IC 19 mm
Need Help Picking the Right Holder?
Send us your insert part number, machine type, or job description — we'll match the correct ISO holder, shank size and hand-of-cut and quote same day.
Why Buy Indexable Holders from SAN Tools?
Dubai's most trusted industrial tools supplier since 1987 — and an authorised distributor for Korloy Korea.
Same-Day Stock
20+ ISO holders ready in Dubai
Korloy Korea
Genuine factory-direct supply
Insert Pairing
We match holders to your inserts
Free UAE Delivery
On orders over AED 500
Find the Right Holder for Your Job
Quick selector guide — pick the row that matches your operation, then message us with your insert size and we'll confirm the exact Korloy part number.
- ►Roughing steel? → MCLNR/MCLNL holder + CNMG insert (negative rake, top clamp)
- ►Profiling / contouring? → PCLNR/PCLNL with double-clamp or DCLNR for D-shape inserts
- ►Internal boring (D > 16mm)? → S-prefix steel boring bar (S20R-MCLNR12)
- ►Internal boring (D < 16mm)? → Solid carbide bar with vibration damping
- ►Face milling 50–63mm? → RM8 series face mill body + APMT inserts
- ►Parting / grooving? → GGIB blade holder + 2–3mm grooving insert
- ►External threading? → SER/SEL holder + laydown threading insert
Frequently Asked Questions
Common questions about indexable toolholders, ISO codes and ordering from SAN Tools.
What is an indexable toolholder?
An indexable toolholder is a steel (or carbide-shanked) tool body that clamps a replaceable carbide insert at a fixed seat angle, rake and approach. When one cutting edge wears, you loosen the clamp and rotate the insert to a fresh corner (or replace it entirely) — no re-grinding, no setup loss. It is the dominant tooling system on every modern CNC turning centre and machining centre.
How do I read an ISO toolholder code like MCLNR2525M12?
Each character is a position-based code: M = top clamp + pin, C = 80° rhombic (CNMG) insert seat, L = 95° lead-cut style, N = negative rake, R = right-hand of cut, 25 = 25 mm shank width, 25 = 25 mm shank height, M = 150 mm overall length, 12 = 12 mm inscribed-circle insert size. Once you decode it, you know every key dimension at a glance — see the decoder above.
What's the difference between MCLNR, PCLNR, DCLNR and SCLCR?
The first letter is the clamping system, the second is the insert shape. MCLNR uses an M-clamp (top clamp + pin) and a C-shape (CNMG) insert — the standard rough-turning workhorse. PCLNR uses a P-clamp (lever) for higher rigidity, same C-insert. DCLNR uses a D-shape (DNMG, 55°) insert — ideal for profiling. SCLCR is a screw-on holder for C-shape positive (CCMT) inserts — lighter cuts, often on smaller machines or boring bars.
Which insert geometry pairs with which holder?
The 2nd letter of the holder code dictates the insert shape, and the clamping letter tells you whether you need a positive (with hole) or negative (no hole, double-sided) insert. M and P clamps generally take negative inserts (CNMG/DNMG/SNMG/TNMG); S (screw-on) clamps take positive inserts (CCMT/DCMT/TCMT). Always cross-check the insert IC (inscribed circle) against the last 2 digits of the holder code.
What size shank holder do I need?
Use the largest shank that fits your turret pocket or BMT/VDI block — bigger shanks are stiffer, dampen chatter, and last longer. Common sizes are 16 x 16, 20 x 20 and 25 x 25 mm; heavier turning centres take 32 x 32 or 40 x 40 mm. We stock all sizes — if unsure, send us a photo of your turret pocket on WhatsApp and we'll measure it.
Negative vs positive rake — which should I choose?
Negative rake (4th letter N) is stronger and supports heavier roughing cuts on rigid setups; the insert is double-sided so you get more cutting edges per insert. Positive rake (4th letter P) cuts more freely with lower force, generates less heat, and is preferred for finishing, thin-wall parts, slender shafts, and lower-power machines.
What is the approach angle and why does it matter?
The approach (lead) angle is the angle between the leading cutting edge and the workpiece axis. Larger lead angles (e.g. 75°, 45°) thin the chip, distribute cutting force over a longer edge, and protect the corner — ideal for facing and roughing. Smaller lead angles (95°, 90°) push force radially, allow profiling into shoulders and corners, and are standard for general turning.
When should I use a steel boring bar vs solid carbide?
Use a steel boring bar (S-prefix) when your bore diameter is > 16 mm and overhang is moderate (L:D up to about 4:1). Switch to a solid carbide bar when bore diameter is small (< 16 mm), overhang is long (L:D > 4:1), or you are getting chatter — carbide is roughly 3x stiffer than steel for the same diameter and damps vibration significantly better.
How do I prevent chatter in long-overhang boring?
Three rules: (1) keep overhang as short as possible — even 10% shorter cuts vibration significantly; (2) use the largest bar diameter that fits the bore (max stiffness); (3) once L:D goes past about 4:1 in steel, switch to a carbide bar or an anti-vibration (tuned-mass) bar. Also check insert geometry — positive rake with a sharp edge cuts cleaner with less radial force.
Do you stock parting and grooving blade holders?
Yes — we stock GGIB-style parting and grooving blade holders for 2 mm and 3 mm wide inserts, plus the matching Korloy grooving inserts. Larger blade widths (4–6 mm) and deep-grooving systems are available on order. Send us your part-off width and bar diameter and we'll quote the right blade and insert combination.
Can I buy holders matched to my existing Korloy inserts?
Absolutely — that is the most common way our customers order. Send us a photo of your insert (or just the part number, e.g. CNMG120408-PM) on WhatsApp at +971 52 132 7742 and we'll confirm the exact MCLNR / PCLNR / DCLNR holder, hand-of-cut and shank size that fits both your insert and your machine.
Do you ship indexable toolholders across the UAE?
Yes — in-stock items ship same-day from Dubai for next-day delivery to Sharjah, Ajman, Abu Dhabi, Al Ain and Ras Al Khaimah. Free delivery on orders over AED 500. Call +971 4 254 1888 or WhatsApp +971 52 132 7742 for urgent same-day jobs.
Browse Our Indexable Holders Below
Korloy MCLNR, PCLNR, DCLNR, S-bars, RM8 face mills, GGIB parting and SER threading — all in stock.



















